为了让您更全面地了解我们的<临沧>【本地】无缝钢管方矩管常年供应,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:<临沧>【本地】无缝钢管方矩管常年供应的图文介绍


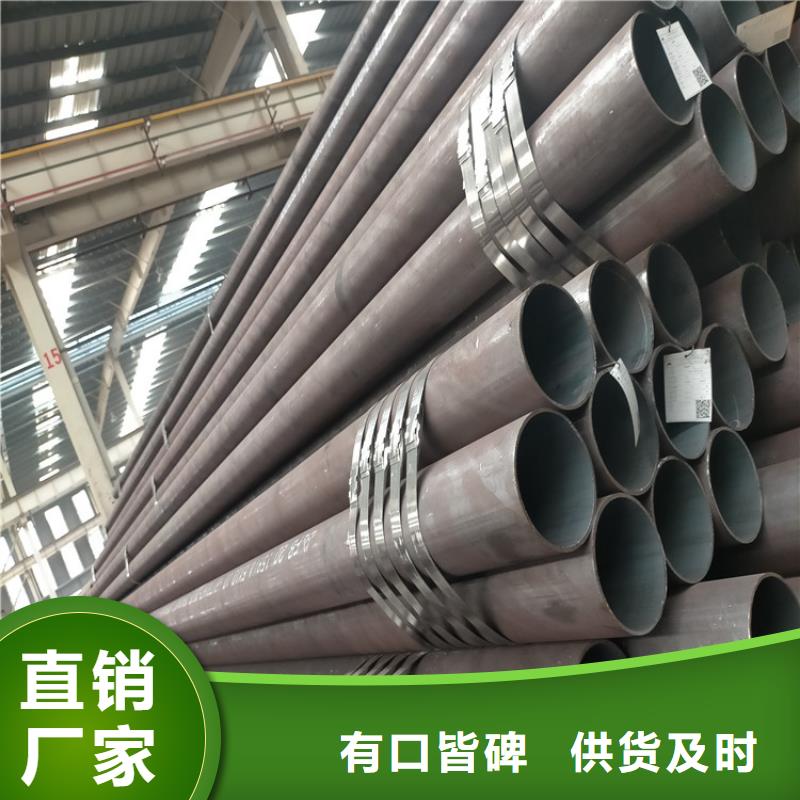
连续涨幅的无缝方矩管价格,进入了修正状态。目前整体库存处于历年低点,且地条钢大限已至,供给难有增加,因此料本周钢价先稳后涨,下跌空间有限。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。无缝钢管的规格用外径*壁厚毫米数表示。φ:756MM;壁厚:100MM以下无缝钢管的分类:无缝钢管分热轧和冷轧(拨)无缝钢管两类。结构用钢管GB/T8162-99 石油钻探钢管YB528-65 流体钢管GB/T8163-99船舶用钢管GB5312-85 中压锅炉钢管GB/T3087-99 石油套钢管API5CT地质钻探钢管YB235-70 汽车半轴钢管GB3088-8 化肥专用钢管GB6479-86。液压支柱钢管 GB173-98 石油裂化钢管GB9948-88 管线钢ASTMA53B/106B/API 5L B 高压锅炉钢管DIN17175 ST45.8-Ⅲ GB5310-95 20G。无缝钢管是用实心管坯经穿孔后轧制的。热轧无缝钢管分一般钢管,低、中压锅炉钢管,高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、地质钢管和其它钢管等。



广顺物资
有限公司是一家专业生产各种 临沧45CrMo合金管、厂家。一切为了客户的需要是公司一直贯彻的经营原则,在日新月异的时代,我们利用技术优势,以科技倡导未来,更注重 临沧45CrMo合金管、内在品质,并根据客户不同的需要为客户设计,以满足客户的需求。除了优良的 临沧45CrMo合金管、产品,我们还将提供优良的售后服务,为用户解除一切后顾之忧。


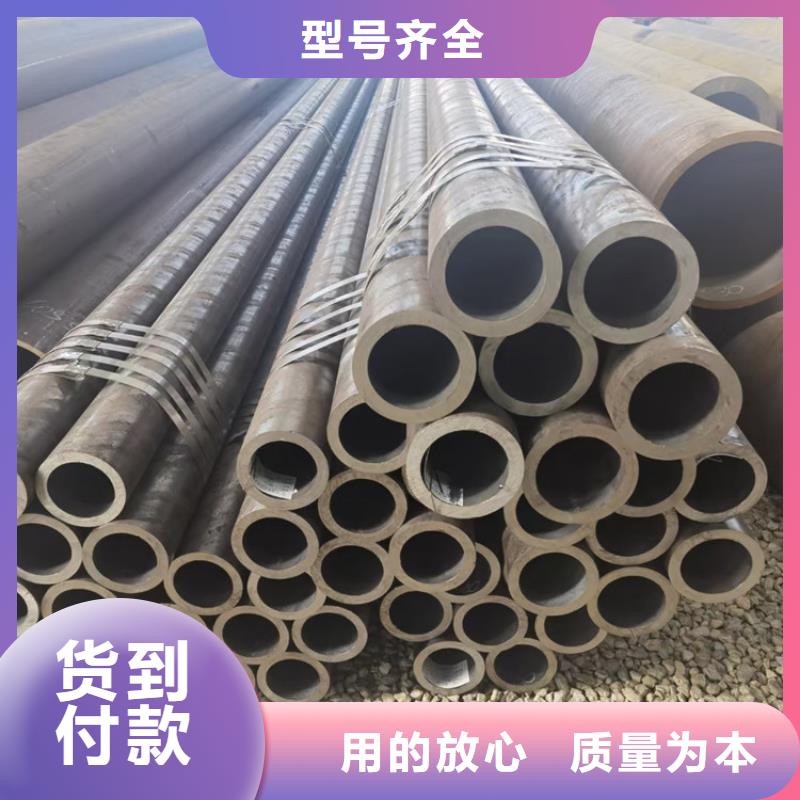
20cr无缝钢管采用挤压加工生产制造,由于表面空出表面残余压应力场,有益于表面微小裂缝的密闭式,阻止沉积作用的扩展。从而提高表面抗腐蚀专业能力,薄壁无缝钢管并能缓解疲倦裂缝的导致或扩大,因而提高20cr无缝钢管疲劳强度。依据挤压加工成型,挤压加工表面造成一层冷工硬化层,减少了钻削副碰触表面的可塑性和脆性断裂,20cr无缝钢管的安装要求从而提高了20cr无缝钢管内壁的耐磨性,此外避免 了因钻削导致的烧伤。挤压加工后,表面粗糙度值的降低,可提高互相配合特点。挤压加工生产制造是一种无钻削生产制造,薄壁无缝钢管在常温下应用金属复合材料的脆性断裂,使商品产品工件表面的外部效应不平度辗平从而保证变更表层结构,工业设备特性,模样和规格型号的目的。因此这类方法可此外保证铸型生产制造及提升二种目的,是钻削无法确保的。无论用哪样生产制造方法生产制造,在零件表面都是会留出超粒子的凸凹不平的刀纹,出现相叠起伏的峰时情况



焊管发展方向问题的再认识但从前面叙述的焊管取代无缝管的论述来讲,也只能够是直缝焊管挑大梁而不是螺旋焊管,这就是西方为什么要大力发展直缝焊管的原因所在,也是咱们公司之所以选择直缝焊管的原因所在。无缝钢管“西气东输”工程的实践已经从一个侧面说明螺旋焊管可以用于输送天然气(一类地区);但螺旋焊管的生产工艺要适应成批、稳定地生产大口径(l000 mm以上)、高钢级(X70级以上)、厚厚(14mm以上)是颇为艰难的。例如,西气东输钢管技术标准要求错边量小于1.2 mm,由此,要求带钢的月牙弯必须小于3.8 mm/5 m,但标准和国内标准GS/714164 - 93规定带钢的月牙弯为25mm/m,很难满足这个要求。无缝钢管这就是加拿大为什么用钢板而不用钢卷来制作螺旋管的原因。何况螺旋焊管用机械扩径方法来应力难度大,外防腐层厚度在螺旋焊缝处的厚度比管体上的要减薄近30%,这些都不能不列入工程考虑范围之内。制管全过程是一个系统工程,不仅仅限于学术研究上讨论管体力学分析,不能避开管型制作工艺流程、应力方法、无损检测方式以及防腐效果诸多问题。力学分析只是其中一个重要方面,但不是全部。
无缝化钢管 无缝化钢管设备方面要适应我国天然气工业的发展,技术改造应当作为重点,例如预精焊、扩径等,同时,由于国内竞争已大大饱和,不宜再建新的生产线。无缝钢管关于焊管“无缝化”工艺的解读西方工业发达的产钢大国焊管取代无缝管的 个阶段之所以是70年代,同焊管“无缝化”技术的成熟有关系。焊管能在质量上优于无缝管,主要是70年代冶金技术的发展使热轧板卷可以作为焊管的质优、价廉、充足的原料,电子计算机技术的发展使焊管工艺可以全线连续自动,在线热处理技术的发展使焊管在焊接后中频退火处理、自动无损检测技术的发展可以对焊缝和母材进行质量检查,保证安全,从而使客户放心使用而无后顾之优。焊管的核心技术是“无缝化”,对此,即便学术界专业人士仍然心存疑虑。



无缝钢管网架与轻钢结构是区别,网架杆件只受拉力或压力。既然只受轴向力,那么具体位置就应该没有关系。对于网架来说:规范里确实要求了一个构件的拼接次数,只允许一次,并且限用于压杆。但不记得有规定拼接位置,在实际工程实例中,我也见过在任意位置拼接的杆件。但个人觉得用于拉杆也没有问题,因为焊缝强度一般都高于母材强度,在拉伸试验中也能证明这一点,断开的位置永远都是母材,而不是焊缝。 引用资料原文:《网壳结构技术规程》JGJ61-2003(J258-2003)第6.2.2条对接焊缝可放在受压杆件及压弯杆件。采用对接时,焊缝均应进行无损探伤检验,且每根杆件只允许有一条对接焊缝。对接杆件总数不应超过杆件总数的20%,并不得集中布置。对于轻钢结构来说,引用相关资料如下:在所有的吊车梁标准图中,都有规定“翼缘和腹板的工厂拼接接头不应设在同一截面内,应错开>=200mm,钢结构吊车梁翼缘和腹板拼接位置应设在离支座1/3L~1/4L之间”
就是把拼接接头位置设置在弯矩最小的位置。


 扫一扫
扫一扫